Фрезер ручной появился на рынке относительно недавно. Этот инструмент сразу завоевал всеобщую популярность, ведь с помощью подобного приспособления можно производить самые различные операции. Фрезер ручной — вещь достаточно дорогая, поэтому многие предпочитают для работы использовать стандартный набор инструментов, нежели прибегать к помощи этого приспособления. Однако сейчас фрезер своими руками можно сделать без особых проблем. Теперь каждому доступен подобный инструмент. Не стоит больше использовать подручные инструменты для работы. Далее речь пойдет именно о том, как сделать фрезер своими руками.
Сегодня фрезер может использоваться не только для работ с древесиной. Его можно применять и для обработки металлов. Единственное отличие от того инструмента, который используется для работ по дереву, заключается в том, что на него нужно надевать другую резьбу для обработки. С помощью самодельного фрезера можно обрабатывать различные поверхности. Этот инструмент практически универсален.

Фрезер устроен достаточно легко. Его основными частями являются двигатель, фреза и шпиндель. Принцип работы достаточно простой. Вращение от двигателя передается на шпиндель, на котором надета рабочая фреза. Зачастую используются трехфазные двигатели для создания фрезеров. Есть модели, которые работают от однофазной сети переменного напряжения. Есть в мире умельцы, которые умудряются соорудить ручной фрезер и на небольших двигателях постоянного тока. Однако это исключение из правил. Лучше всего придерживаться стандартной схемы. В этом случае не возникнет никаких проблем с электропитанием.
Фрезы используются самые разнообразные. Все зависит от того, какую операцию нужно совершить с помощью станка, а также от того, какой материал планируется обрабатывать. Самые дешевые фрезы предназначены для обработки дерева. Этот материал достаточно простой. Для его обработки не требуется сверхскоростей и высокой прочности обрабатывающих материалов. Если речь идет об обработке металла, то здесь все гораздо сложнее. Металл обрабатывать очень непросто. Этот материал имеет высокую степень жесткости и прочности. Особенно сложно обрабатывать латунь. Если говорить о стекле и других смежных материалах, то и здесь используются свои фрезы, сделанные из различных металлов и сплавов.
Что касается шпинделя, то это устройство зачастую делается из твердого металла. К нему предъявляются повышенные требования по твердости и жесткости.
Вернуться к оглавлению

Теперь пришло время поговорить о том, как изготовить ручной фрезер своими руками. Его основными частями является фреза и двигатель, который ее вращает.
Причин, по которым многие люди занимаются созданием самодельных фрезеров, много. Здесь играют важную роль цена этого инструмента на рынке и желание получить в свое распоряжение универсальный ручной станок, который способен выполнять огромное количество различных операций.
Для работы понадобятся двигатель, патрон и фреза.
Самое главное заранее продумать, от какой сети инструмент будет работать.
Скорее всего, для бытовых условий понадобится двигатель, который работает от розетки в 220 В. Здесь можно использовать агрегат практически от любого бытового устройства, которое имеется дома.
Если речь идет о питании от трехфазного напряжения, то здесь с поиском придется потрудиться. Такой двигатель можно приобрести на предприятии, заводе, в специализированных мастерских.
Вернуться к оглавлению

Стоит позаботиться об обустройстве основания под двигатель. Для этих целей можно использовать прочный пластик или применить более дешевый материал. Например, дома может заваляться лист ДСП. Из него необходимо вырезать панель небольшого размера, а затем прикрепить ее к двигателю. Как это сделать?
На самом деле все просто. На любом двигателе имеются крепления под болты. Можно воспользоваться ими и болтовым соединением. Есть и другой способ, который заключается в использовании специальных застежек.
Теперь остается главная проблема, которая заключается в том, как закрепить двигатель и патрон. Кстати, можно использовать патрон от любого перфоратора. Эти 2 устройства очень схожи между собой по структуре, поэтому он подойдет просто идеально.
Итак, необходим специальный переходник. Тут без помощи сторонних лиц не обойтись. Придется обращаться в специализированную мастерскую, чтобы профессионалы выполнили эту работу.
Теперь фрезер ручной готов к работе. Остается только испытать его на деле. Для этого сначала стоит установить самую простую фрезу. Она должна быть достаточно легкой. После этого подключить фрезер к источнику питания. Если он будет работать нормально, то можно приступать к его полноценной эксплуатации.
Если есть желание, то для такого ручного фрезера всегда можно соорудить самодельный стол.
Теперь можно сверлить отверстия, обрабатывать кромки деталей, нарезать на них резьбу. Все это можно делать с помощью самого обыкновенного ручного фрезера. Полученный в ходе работы инструмент имеет свои преимущества и недостатки.
Сейчас можно купить все. В принципе, простейший фрезерный станок обойдется примерно в 17 000 – 21 000 рублей («Калибр» и ряд других). Но дешевые модели имеют ряд недостатков (например, двигатель коллекторного типа, требующий регулярного обслуживания), да и не каждого хозяина устраивают возможности промышленного оборудования.
Не секрет, что каких-то опций будет не хватать, а иные вообще останутся невостребованными, но платить за них все-таки придется. Собрать своими руками небольшой фрезерный станок по дереву под собственные запросы – неплохое решение, тем более что его конструкция не настолько сложна, чтобы самостоятельно с этой работой не справиться. Было бы желание и примеры чертежей. Как все грамотно сделать и что учесть – тема данной статьи-инструкции.
Вся привлекательность изготовления своими руками заключается в том, что выбор размеров, материалов, типа соединений и иные нюансы сборки – целиком на усмотрение мастера. Подойдет многое из того, что есть под рукой у хозяина, поэтому и приобретать практически ничего не придется.
Исходя из этого, все приведенные ниже чертежи следует рассматривать лишь как рекомендательные, ознакомительные. Какого-то стандарта на самодельные фрезерные станки нет и быть не может. Главное, чтобы он позволил решать те задачи, «под» которые и собирается.
Целесообразность использования для фрезерного станка определяется по нескольким критериям.

Здесь инструкция простая. Чем больше данная характеристика, тем чище будет обработанная часть дерева. Но это не все. Высокоскоростному двигателю «не страшны» такие дефекты древесины, как сучки. Эти участки фреза проходит без проблем.
В большинстве случаев выбираются двигатели 220/50. С их установкой и подключением особых проблем нет. Сложнее с моделями трехфазными. Есть ли смысл тянуть отдельную линию для присоединения фрезерного станка – это и следует оценить. Но если, к примеру, в гараж уже заведены 3 ф/380, и питающий кабель проложен с запасом по нагрузке, то асинхронный «трехфазник» предпочтительнее. Плавный пуск и остановка, повышенная мощность – такой станок позволит работать практически со всеми образцами из дерева и выполнять любые операции.
Его линейные параметры выбираются в соответствии с теми размерами заготовок из дерева, с которыми придется в дальнейшем работать. Габариты самого стола принципиального значения не имеют. Тем более если в домашней мастерской достаточно свободного места, где можно установить фрезерный станок.

Она должна быть не просто прочной, но и выдерживать значительные динамические нагрузки. Отличия станка от ручного фрезера в том, что инструмент находится в фиксированном положении, а дерево в процессе обработки придется постоянно перемещать. С точки зрения практичности использовать для станины древесину нецелесообразно. Она постепенно усыхает, покрывается трещинами, нарушается геометрия. Такой станок придется регулярно настраивать. А вот металл – оптимальный вариант. Труба (желательно квадратного или прямоугольного) профиля или массивный уголок. Почему?

Во-первых, можно обойтись без сварки, болтовыми соединениями. Да и сборно/разборная модель значительно удобнее, если периодически придется менять рабочее место или выносить ее на время проведения ремонта в помещении.
Во-вторых, если уж решено собрать фрезерный станок, то понятно, что не для одноразового использования. Металлические опоры можно сделать регулируемыми. Это упростит горизонтирование стола при установке в любом помещении или вне его, даже если полы (грунт) имеют некоторый уклон (что чаще всего и бывает).
А вот здесь металл – не лучшее решение. И дорого, и станок получится достаточно массивным. Да и без сварочного аппарата не обойтись.

Необходимо ориентироваться на достаточную прочность столешницы применительно к специфике дальнейшей эксплуатации фрезерного станка. Исходя из этого, подбирается и ее толщина, и материалы.

Поверхность стола должна быть гладкой. В противном случае точное фрезерование материала сделать не получится. Одновременно необходимо исключить возможность появления царапин, иначе постоянное перемещение заготовок приведет к постепенному разрушению столешницы. Как результат – плохое качество обработки из-за перекосов образцов на столе.
Идеальная ровность поверхности обеспечивается несколькими способами:
На тематических сайтах встречаются рекомендации использовать столешницу от кухонного гарнитура. Отличный вариант, и по толщине, и по надежности, если бы не один вопрос – где ее взять? Такие «запчасти» на улице не валяются. Те материалы, которые обозначил автор, вполне подходят для фрезерного станка даже с достаточно мощным двигателем.

Главный вопрос – расположение двигателя. Оптимальное – нижнее, под столом. На его валу, направленном вертикально вверх, устанавливается та или иная фреза. Для этого с обратной стороны столешницы крепится монтажная пластина с вырезом круглой формы. На ней двигатель и фиксируется. Или используется передача (ременная), но это несколько усложнит конструкцию.
Другой вариант – с горизонтальным расположением двигателя. Может быть, такой фрезерный станок покажется удобнее?

Необходимо продумать схему включения станка и элементы защиты. Что рекомендуется в обязательном порядке:
В процессе фрезерования могут пригодиться прижимы. С их помощью, к примеру, небольшая панель крепится на доске, которая выполняет функцию направляющей. Это удобно, когда приходится подвергать обработке мелкие (или тонкие) заготовки из дерева. Например, такие.

Стационарные (приваренные к раме) струбцины – не лучшее решение. Гораздо удобнее работать со съемными приспособлениями, которые несложно переустановить, в зависимости от специфики фрезерования.
Тем, кто предполагает заняться изготовлением мелких художественных поделок из древесины, можно посоветовать сделать фрезерный станок на основе эл/дрели. Закрепить ее на штативе несложно.

Или так. Для выборки пазов, снятия фасок – хорошее решение.

Инструмент будет зажиматься, как и сверло, в патроне. Но сфера применения таких мини-станков сильно ограничена. И по мощности двигателя, и по выбору фрез. То же касается моделей на основе «болгарки».

Информации достаточно, чтобы своими руками сделать простейшую модель фрезерного станка. Сборка более сложных модификаций – например, с регулировочным люфтом – требует определенных знаний и расчетов. Практика показывает, что для решения задач, с которыми приходится сталкиваться в быту, все их возможности редко используются. По сути, это уже полупрофессиональное оборудование, поэтому автор не считает целесообразным рассматривать особенности его конструирования в данной статье.
С появлением опыты в обработке древесины не составит труда что-то переделать, усовершенствовать, видоизменить. Можно своими руками собирать различные приспособления для работы с самодельными фрезами. Но все это – уже несколько иные темы, требующие предметного рассмотрения.
Самодельная фреза по дереву – это металлическое приспособление, которое несколько похоже на диск со специальной зубчатой кромкой. Данный инструмент предназначен исключительно для деревянных, металлических, а также пластиковых поверхностей. В современном мире бывают и такие случаи, когда фреза нужна для циркуляции, а в этот момент нет подходящего инструмента под рукой. В этой ситуации может помочь фреза по дереву, которая создана собственными силами.

Созданный по необходимым размерам, этот инструмент сможет решить любую проблему. Более того, этот инструмент станет просто незаменимым атрибутом и займет нишу со всеми остальными, не менее достойными инструментами.

Все образцы, которые создаются собственноручно, не имеют никаких подшипников, а для того чтобы их можно было использовать полноценно, вам понадобятся дополнительные атрибуты.
Прежде чем приступить к изготовлению данного инструмента, нужно быть готовым к тому, что сделать самостоятельно тот или иной режущий инструмент будет очень непросто. Если же вы все-таки готовы столкнуться с такими трудностями, то должны знать, что вам придется достаточно тщательно определиться с выбором металла, подобрать необходимое оснащение, а также очень тщательно и подробно изучить необходимую информацию о технологии изготовления.
В зависимости от того, как именно вы собираетесь применять такой инструмент, как самодельная фреза, нужно знать, что они бывают концевыми и насадными. Что касается насадной фрезы, то она должна укрепляться шпиндельным прибором, а концевые имеют так называемую хвостовую часть, которая дает возможность фиксировать изделие во всех станковых патронах или же фрезерах ручной работы.
Чаще всего на сегодняшний день используют именно концевые самодельные фрезы. Их принято изготавливать из достаточно прочной высококачественной стали. При этом нужно помнить, что ее режущую часть нужно легировать.
Вернуться к оглавлению

Какие атрибуты необходимы для изготовления фрезы-самоделки? Для того чтобы своими руками изготовить данный прибор, вам понадобятся следующие материалы и инструменты:
Приступая к работе, вам нужно будет с помощью отрезной окружности, которая находится на полотнище самого резака, вырезать специальный диск. Диаметр данного диска должен быть не менее 78 мм. Помните, что совершить данное действие зараз вам не удастся, поэтому работу необходимо сразу разделить на несколько этапов.
Таким образом, достаточно неровный многоугольник должен постепенно превращаться в окружность, не имеющую углов. Вслед за этим необходимо будет отметить ее центр.
Помните, что категорически нельзя проводить всевозможные мероприятия по термообработке и закаливанию того образца, который у вас вышел. Дело в том, что в результате своей работы вы можете просто-напросто ухудшить различные показатели данного резака.
Вернуться к оглавлению
Прежде чем приступить к работе, необходимо распределить все этапы по порядку.
Для того чтобы у фрезы сделать отверстие именно посередине, необходимо произвести не один раз достаточно мощными, направляющими ударами кернение центрального паза. Главное – помнить, что сначала это необходимо сделать с одной стороны, а затем с обратной. Такие действия необходимо совершать до того момента, пока вы не начнете замечать вокруг центра образование некоторых трещинок.

Когда первый шаг будет совершен до конца, нужно будет взять специальное сверло, имеющее достаточно твердое основание. Благодаря такому сверлу можно будет очень быстро и максимально точно проделать необходимое отверстие в самом центре имеющейся детали. Различные зазубрины, которые образовались в результате проделывания отверстия, можно будет удалить с помощью специального алмазного полукруглого надфиля.
Вслед за этим диск необходимо циркулировать. Этот диск устанавливают и плотно прикручивают на станковой поверхности. Достаточно медленно вращая этот диск одной рукой, необходимо проверять эксцентриситет.
Если его показатели составляют больше чем 1 мм, то тогда необходимо навести более точный контур с помощью жесткого закрепленного карандаша.
Дело в том, что данный образец очень сильно поможет откорректировать конфигурацию самого изделия. После этого можно приступить к окончательному этапу оформления всего внешнего дискового края, на станке это можно сделать благодаря специальному бруску для шлифования.
Вслед за этим нужно совершить специальное прорезание всех необходимых зубчиков на точиле с помощью специально предназначенного отрезного круга. Число всех составляющих элементов должно равняться 20. Для того чтобы несколько облегчить работу, диск нужно маркировать необходимым количеством меток. Полукруглые кармашки нужно сделать при помощи закругления специально предназначенным бруском.
Помните, что необходимый угол наклона данных прорезей должен составлять не более 30°, а их глубина должна быть равна от 5 до 7 мм. Это поможет провести необходимую и правильную разводку фрезы.
Помните, что во избежание заклинивания диска в момент проведения необходимого и обязательного распила нужно изначально провести разводку имеющихся зубцов.
Эту операцию необходимо проводить предельно осторожно. Дело в том, что имеющаяся сталь отличается своим хрупким основанием. Как результат, некоторые зубья могут просто-напросто отломаться.
Когда уже все основные работы будут завершены, вам нужно будет придать фрезе более гладкое основание. Сглаживание всех имеющихся кромок зубьев можно выполнить достаточно просто, для этого необходимо в процессе вращения получившейся фрезы с обеих сторон лишь немножечко прижимать брусок.
Самое главное предназначение, которое выполняет данного вида самодельная фреза, – разрезание досок, толщина которых будет составлять около 20 мм.
Если у вас есть желание и стремление сделать что-то самостоятельно, то знайте, что начать экспериментировать никогда не поздно.
Любой, кто более-менее серьезно работает по дереву, рано или поздно приходит к выводу, что получить высококачественное изделие без фрезеровки невозможно. Но за приличный бытовой фрезерный станок для обработки древесины придется выложить вряд ли менее 20 тыс. руб. Окупятся ли такие затраты и когда? Будет ли и насколько выбранный агрегат приспособлен для наиболее употребительным вами фрезеровочных операций? Решить такие вопросы умозрительно чрезвычайно сложно и далеко не всегда возможно. Выход – сделать фрезерный станок по дереву своими руками. Это по меньшей мере даст возможность точно понять, что может тот или иной станок и что вы на нем можете. Возможно, и потребность в покупке отпадет – самоделка, изготовленная для себя, придется по рукам на годы. Материал настоящей статьи призван привести читателя именно к такому повороту событий.
Для обработки материалов используются десятки различных фрезеровочных операций и не менее десятка разновидностей станков для них. В домашних условиях далеко не все их конструкции повторимы начинающими и средней руки мастерами. 2-х и 3-х координатные станки с ЧПУ (2D и 3D фрезеры по дереву) в этой статье не рассматриваются. Сделать 2D или 3D фрезер самостоятельно возможно (поз. 1 на рис. ниже), но уже имея достаточно большой опыт работы на простом станке, значительный объем заказов и настоятельную потребность в резком увеличении производительности труда. Заодно придется освоить программирование микроконтроллеров, т.к. готовые образцы рассчитаны на станок вполне определенной конструкции; немалыми будут также затраты на шаговые двигатели и прецизионные детали привода.

Для начала, у себя дома, можно изготовить самодельный фрезерный станок какой-либо из след. разновидностей:
Выбор станка того или иного типа определяется, конечно, наиболее употребимыми мастером рабочими операциями. Чтобы конкретизировать их номенклатуру, нужно сначала определиться, какие рабочие органы (фрезы) вам наиболее понадобятся. Большинство из них применимы и в горизонтальном, и в вертикальном станке.
Насадными фрезами (поз. 1 на рис.) обрабатывают преим. прямые кромки досок: вырезают пазы и гребни (в т.ч. фасонные) во всю длину, наводят калёвку (фасонную фаску). Шпиндельный узел станка под насадные фрезы (см. далее) конструктивно наиболее прост; его детали способен выточить токарь 3-го разряда. Потребная мощность привода на глубину обработки до 60 мм от 1,5 кВт. Качество материала практически любое, начиная от сырого прямо из-под пилорамы с лесопилки. Наиболее пригоден под насадные фрезы вертикальный фрезер по дереву, см. напр. ниже видео в 4-х частях:
Фрез с цилиндрическим хвостовиком (посадочных, посадных) гораздо больше разновидностей, т.к. их функциональные возможности шире. Но для такой фрезы нужно будет выточить шпиндельную насадку с конусом Морзе под зажимной патрон; возможно также применение готовых шпиндельных узлов от сверлильного станка.
Торцевые фрезы, напр. фреза Форстнера (поз. 2 на рис. выше) – специализированный инструмент; ими выбирают круглые лунки с плоским дном в тонких досках с декоративным покрытием, которое нельзя портить. Вам приходилось навешивать дверцы на мебель? Лунки под их петли выбраны именно фрезой Форстнера. Качество материала – не хуже прямослойной древесины 1-го сорта камерной сушки. Потребная мощность привода от 150 Вт. Работают торцевыми фрезами только на вертикальном станке или, при определенном навыке, вручную.
Примечание: выбрать фрезой Форстнера в шуруповерте на 170 Вт лунки D32 под дверные петли в мебельной ЛДСП толщиной 16 мм вполне реально, сам делал.
Концевую (пальцевую) фрезу, поз. 3, можно заправлять и в горизонтальный, и в вертикальный шпиндель. Концевыми фрезами выбирают глухие пазы (не во всю длину доски) и вырезают шипы для столярных соединений шип-паз. Работать концевой фрезой удобнее на горизонтальном станке. На вертикальном ею можно на пластях досок и брусьев выбирать длинные пазы (канавки) прямоугольного профиля. Конические концевые фрезы (поз. 4) также специализированный инструмент для подготовки деталей к соединению в ласточкин хвост. Работают коническими концевыми фрезами только на вертикальном станке. Для тех и других потребная мощность привода на глубину обработки до 80-100 мм от 1 кВт. Качество материала – от деловой древесины 2-го сорта воздушной сушки (с лесобиржи).
Концевые фасонные (фигурные) фрезы, поз. 5, также специализированный, но весьма востребованный инструмент. Ими наводят калёвку (в т.ч. на криволинейные кромки) и выбирают в пластях досок фасонные канавки (декоративные пазы) любой конфигурации. Мощность привода от 1,2-1,5 кВт; требования к качеству материала такие же, как для торцевых фрез. Для обработки кромок фасонную фрезу можно заправлять как в горизонтальный, так и в вертикальный шпиндель; для работы по пластям только в вертикальный.
Шарошечными фрезами (борфрезами, поз. 6) также можно выбирать фасонные канавки и наводить калёвку как на горизонтальном, так и на вертикальном станке, но вообще-то они специальный инструмент для копировальных фрезерных станков. Требования к качеству материала высокие, как для торцевых фрез, но мощность привода в копире может быть от 250-300 Вт.
И, наконец, циркульной фрезой (поз. 7) в вертикальном фрезерном или сверлильном станке вырезают круглые отверстия большого диаметра практически в любом не чрезмерно толстом материале (в т.ч. в листовом металле). Потребная мощность привода на отверстие D200 в дубовой доске толщиной 60 мм ок. 2-2,5 кВт.
Фрезерование может производиться двумя способами: встречным и попутным, см. рис. ниже. Что касается дерева, то обычную прямослойную древесину (особенно – не весьма высокого качества воздушной сушки) фрезеруют только попутно, иначе фреза очень даже может расщепить и/или разлохматить заготовку. Но в таком при чрезмерной скорости подачи случае немала вероятность увода заготовки фрезой и порчи профиля обработки. Удаление пыли, опилок и стружки из рабочей зоны (а это серьезная проблема) на вертикально-фрезерном станке при попутном фрезеровании затруднено, т.к. пылеулавливатель (см. далее) приходится ставить в поле зрения перед фрезой и он заслоняет рабочую зону.

Примечание: на горизонтальном фрезерном станке проблем с удалением отходов обработки при попутном фрезеровании нет, т.к. пыль (опилки) тогда летят вниз, а раструб пылеулавливателя можно расположить прямо на плите станка (см. поз. 2 на рис. в начале и далее).
Встречное фрезерование дает лучшую точность и чистоту обработки, но только на достаточно качественных и однородных материалах. Из древесных – на твердой мелкослойной древесине камерной сушки. Удаление отходов обработки на вертикальном фрезерном станке при этом облегчается, но на горизонтальном затруднено – пыль и опилки летят вверх. Увод заготовки практически невероятен, но зато появляется опасность ее закусывания фрезой. Поведенный профиль довольно часто можно доработать; закушенная и надломленная заготовка безусловный брак.
Исходя из вышеизложенного, фрезерный станок своими руками оптимально делать с приводом мощностью 1,5-2 кВт. Причина – моторы до такой мощности выпускаются в т.ч. асинхронные с конденсаторным пуском на напряжение 220 В 50 Гц. Их можно включать в обычную бытовую розетку, а переключение направления вращения детская задача для электрика-любителя; скорость вращения – 700-2850 об/мин, что подходит для фрезеровки. Возможно также применение электродвигателя того же типа от стиральной машины; в таком случае появляется возможность переключения скорости вращения (в асинхронных моторах стиралок для этого есть разные обмотки). Мотор на 2 кВт обеспечит глубину обработки до 80-100 мм; если же требуется большая, придется ставить в станок трехфазный мотор на 380 В 50 Гц от 3 кВт, см. напр. ролик:
Примечание: коллекторные электродвигатели на 1,5-2 кВт 220 В 50/60 Гц (напр. от другой стиралки или пылесоса) для привода фрезерного станка мало пригодны – вследствие их чрезмерно мягкой внешней характеристики фреза при неидеальной ручной подаче заготовки может застревать в дереве, рвать и лохматить его (если сыроватое).
Теперь мы знаем достаточно, чтобы выбрать горизонтальное или вертикальное расположение оси вращения шпинделя станка. Сравнительные эксплуатационные характеристики горизонтального и вертикального фрезерных станков по дереву сведены в табл:

Из данных табл. следует, что горизонтальный фрезер по дереву имеет смысл делать самостоятельно, если вы столкнулись с необходимостью массовой несложной обработки пиломатериалов из сырья невысокого качества. Не обязательно на продажу; возможно, для обшивки деревянным сайдингом или вагонкой своего дома. Экономия выйдет такой, что впору покупать фирменный фрезер, да у нормального застройщика лишних денег не бывает. Или, допустим, все-таки на продажу, если вы ИП с пилорамой и циркуляркой. Сравните рыночные цены на необрезную и шпунтованную доску, подсчитайте рентабельность – стоит ли игра свеч?
Детали для самого сложного модуля горизонтального фрезера по дереву – шпиндельного узла – сделает любой токарь-умелец аналогично тому же узлу циркулярной пилы; конструктивно они одинаковы (чертежи см. на рис; красным выделены подшипники скольжения).

Тумба, пылеулавливатель и опорная плита такие же, как для вертикального станка (см. далее). Плита даже проще – не нужен вырез для подвеса мотора с виброгашением. Собственные вибрации горизонтального фрезера на порядок меньше, чем вертикального. Передача с мотора на шпиндель еще их уменьшает, а шкивы или звездочки для нее отыщутся в собственном хламе или на железном базаре. Во вполне приличный горизонтальный фрезерный станок по дереву можно переделать и наличную циркулярную пилу, см. напр. видео:
Вертикальный фрезерный станок по дереву имеет много большие функциональные возможности и обеспечивает лучшее качество обработки материала, чем горизонтальный. Именно вертикальные фрезеры и строят более всего любители-самодельщики. Однако проблема борьбы с вибрациями в вертикальном фрезерном станке стоит много острее. Если в горизонтальном фрезере вибрации через подошву шпиндельного узла отдаются преим. вниз и эффективно гасятся, переотражаясь в толще материала, то в вертикальном станке волны упругости в плите станка распространяются в основном в стороны. При этом возможна их инерференция и возникновение стоячих волн с пучностями (фокусами) такой величины, что заготовку отбрасывает от фрезы. Поэтому одна из основных задач конструирования самодельного вертикального фрезера – подавление вибраций станка.
Наименее подвержены вибрации вертикальные фрезерные станки с нижним приводом свободной (закрепленной только снизу) фрезы. Рабочий орган насаживается непосредственно на вал мотора. Весь привод выполняется по возможности виброустойчивым. Под воздействием биений фрезы на неоднородностях заготовки привод шатается, покачиваясь. При этом в волнах упругости появляется заметная поперечная (вертикальная) составляющая, эффективно поглощаемая станиной, а тяжелый мотор с массивным быстро вращающимся ротором играют роль инерционного поглотителя механических колебаний.
Устройство промышленного и самодельного домашнего вертикальных фрезерных станков по дереву показано на рис.:

Основное их отличие в откидном (подъемном) упоре 7. Поскольку в любительских конструкциях приводы на 5 кВт и более с высокопроизводительными фрезами не применяются, откидной упор заменяется подъемным, предотвращающим выдавливание заготовки вверх от фрезы. Также для любительского станка вытачивается на заказ насадка-переходник с конусом Морзе на вал мотора такая же, как для самодельного сверлильного станка. На конус устанавливается стандартный зажимной патрон под цилиндрический хвостовик. В таком исполнении возможно использование также и насадных фрез: переходники к ним с цилиндрическим хвостовиком есть в продаже или входят в комплект фрез. Самые ответственные конструктивные узлы такого станка это:
Последнее при фрезеровании совершенно необходимо, т.к. древесной пыли, опилок и стружки фреза дает в несколько раз больше, чем образуется их при распиловке. Опорная плита чаще всего выполняется заодно с виброгасящим подвесом привода. Тумба (станина) может быть любой, лишь бы плита с остальными частями вниз не грохнулись.

Окно (проем) для подвеса привода с плите станка чаще всего вырезают квадратный (см. рис. справа), так дома проще. Но станок в работе будет дрожать много меньше, если окно для привода выполнить круглым. В любом случае мотор не должен непосредственно касаться плиты (снова см. рис. справа), иначе вместо гашения вибраций получится их усиление.
Лучшие материалы для плиты и платы привода – волокнисто-слоистые пластики: текстолит, стеклотекстолит толщиной от 12-15 мм; чем толще, тем лучше. Оргалит и др. массивные пластики подходят меньше: они хорошо гасят вибрации, но со временем от нагрева мотором коробятся и станок теряет точность. Гетинакс и пр. термореактивные слоистые пластики непригодны: они от вибраций очень скоро расслаиваются.
Однако делать всю плиту цельной и нельзя, и нецелесообразно: сложно, дорого, вибрации самого привода будут беспрепятственно передаваться плите. Из пластика нужно сделать только плату мотора, а плиту – из пропитанной вибропоглощающим составом и переклеенной фанеры, причем сгодится низкосортная строительная и упаковочная. Переклеивать плиту нужно не менее чем из 5-ти листов так, чтобы волокна наружных слоев соседних были ориентированы взаимно перпендикулярно.
Схема раскроя стандартного листа фанеры 1550х1550х4 мм на листы для опорной плиты фрезерного станка по дереву дана слева на рис. Листы для плиты горизонтального фрезера выкраиваются без окон под мотор, но с раструбом пылеулавливателя (см. выше и далее). Размер плиты до 750х500 мм. Облой по 50 мм по контуру листа нужен, чтобы отсечь некачественный материал по краям.

Лист вначале 2-3 раза с каждой стороны обильно пропитывают строительным экогрунтом (водно-полимерной эмульсией), он отлично гасит вибрации. Интервал между пропитками не менее 3,5 час. Затем лист раскраивают, на полу расстилают пластиковую пленку (не ПВХ, приклеится!). Лист №1 кладут на пленку и кистью (лучше – «лохматым» малярным валиком) наносят на него тонкий ровный слой монтажного (усиленного) ПВА; такой же слой – на смежную сторону листа №2. Кисть (валик и его лоток) немедленно по нанесении клея бросают в ведро с водой, а по окончании всей поклейки промывают в воде.
Листы перед складыванием выдерживают 15-20 мин (или по инструкции на упаковке клея), складывают и поправляют, не разнимая, чтобы точно сошлись края окна привода. Затем таким же образом приклеивают листы №№3, 4 и 5. Весь пакет накрывают пленкой и нагружают по всей площади рассредоточенным грузом от 30-40 кг (лучше всего – навалить побольше книг или подшивок журналов). Сушат не менее 3-х суток при комнатной температуре: монтажный ПВА прочен, его клеевой слой вязок и отлично поглощает вибрации, но сохнет до полной прочности долго.
Конструкция подвеса мотора показана в разрезе справа на рис. Между платой мотора и плитой станка нужно оставить зазор в 0,5-1 мм. Вычищать из него опилки не надо: они будут дополнительной боковой виброгасящей подушкой. Мотор желательно подыскать с крепежными лапами, выступающими за габарит корпуса: тогда можно будет устанавливать (не оперативно) вынос фрезы вверх. Для установки фрезы по высоте крепежные винты мотора берут длинные, а самый вынос выставляют, надевая на них, между резиновой подушкой подвеса и корпусом мотора, стальные шайбы поочередно с прокладками из той же камерной грузовой авторезины.
Проверяется плита с подвесом на качество изготовления карандашом. Если его поставить торчмя в 5 см от края платы подвеса, то при включенном двигателе на холостом ходу карандаш не должен падать.
Чертеж простейшего, но хорошего статического бокового упора с раструбом пылеулавливателя см. на след. рис. Материал – переклеенная фанера из того же листа. Отверстия под гребенчатый и подъемный упоры насверливаются по 3-5 шт: первые в 50 мм от краев выреза под фрезу (прямоугольного); остальные через 25-30 мм. Положение упоров подбирается в зависимости от размеров заготовки и качества ее материала. Боковой вынос фрезы в небольших пределах регулируется поворотом упора и закреплением струбциной.


Поскольку промышленной пневмосистемы с отбором воздуха дома не бывает, отсасывать фрезеровочную пыль приходится бытовым пылесосом. Если его подключить непосредственно к патрубку пылеулавливателя, нужный недешевый бытовой прибор скоро выйдет из строя. Дорогой хорошо чистящий пылесос с гидроулавливателем скорее всего, немедленно. Так что к самодельному фрезеру по дереву кроме пылеулавливателя необходим и пылесборник, через который и подключается пылесос.
Устройство пылесборника для фрезерного станка показано на рис. справа. Емкость – круглая в плане от 10-15 л (лучше от 20 л). Идеальный вариант – бытовое ведро с плотной крышкой, посаженной на уплотнитель и снабженной накидными защелками (то и другое вполне выполнимо своими руками).
Входной патрубок – диаметром ок. 20 мм (по внутри). Его конец скошен на 45 градусов и повернут на 20-30 градусов наружу; устанавливается в 15-20 мм от борта посудины (считая от наружного края патрубка). Вытяжной патрубок шире, ок. 30 мм по внутри; устанавливается точно по вертикальной оси емкости. Его отборной конец заужен до 15-20 мм (конусность не критична). Все вместе работает как циклон, и воздух в пылесос идет достаточно чистый, чтобы не испортить прибор.
Примечание: дополнительное преимущество пылесборника – пыль из него отличный наполнитель качественной шпаклевки по дереву. Для нее пыль замешивается на ПВА (3-4):1 по объему.
Чертеж гребенчатого упора фрезерного станка по дереву дан на след. рис. Материал – твердая упругая мелкослойная древесина (дуб, бук, орех) без дефектов – свилей, гнили, косослоя, сучков – толщиной 20 мм. Гребенок нужна пара, правая и левая, чтобы заготовку можно было подавать с любой стороны.

Первый по ходу заготовки зуб гребня (обратите внимание!) укорочен на 3 мм. Он непосредственно не контактирует с заготовкой, но служит отбойной пружиной для всего гребня. Без нее гребенка может защемиться не заготовке и поломаться.
Крепление гребенок к боковому упору – болтом с гайкой-барашком сквозь продольный паз (щелевое отверстие на рис.); фиксация нерабочей винтом-саморезом к тому же упору сквозь отверстие D7. В рабочее положение гребенку ставят так, чтобы она касалась заготовки всеми зубьями, кроме первого, и фиксируют барашком.
Копировальные фрезерующие головки отдельно есть в продаже, но стоят дорого. Заменить фирменную головку можно дрелью без ударного механизма: «долбежные» дрели непригодны для копирования в силу конструктивных особенностей из шпиндельного узла. Для начала подойдет любая дрель или шуруповерт, но лучше приобрести инструмент повышенной точности. Такая дрель дороже обычной, но намного дешевле фрезеровочной головки, а по качеству работы ей не уступает. Распознать точную дрель просто по виду: на шейке ее корпуса – металлический воротник для установки в станину сверлильного станка под дрель.
Для 2D копирования по дереву применяются станки с пантографом, настольным и навесным. Настольный станок-пантограф сделать своими руками проще, но точности копирования лучше 1 мм добиться будет трудно. На станке с навесным пантографом можно буквально рисовать и оставлять автографы на заготовке.
Устройство 2D копировально-фрезерных станков по дереву показано на рис: слева настольного; справа с навесным пантографом. Последний в сущности гравировальный станок. Щуп там и там игольчатый с радиусом закругления конца ок. 0,5 мм (в гравировальном до 0,1 мм и менее). Фреза шарошечная коническая; установкой ее на разный вынос в патроне головки регулируются ширина и глубина выбираемой канавки.

Рисовальные и чертежные пантографы делают масштабирующими (см. рис.). Копирование по дереву производят как правило в масштабе 1:1. Дело в том, что вследствие сопротивления материала погрешность копирования по дереву сильно увеличивается из-за люфтов в шарнирах; профессиональный гравировальный станок сложный прецизионный дорогостоящий агрегат. Но если копировальный пантограф настроен на масштаб 1:1, наблюдается интересное явление: биения в шарнирах как бы компенсируют друг друга, и общая погрешность из-за люфтов возрастает незначительно.

3-координатные фрезерно-копировальные станки (дупликарверы) довольно активно расходятся на рынке инструментов несмотря на высокие цены. На дупликарвере можно делать по объемному образцу (не обязательно деревянному; напр., по лепному) его копии, на взгляд среднего потребителя не уступающие оригиналу по художественным достоинствам.
Устройство фабричного дупликарвера показано слева на рис. Его копир (фрезер + щуп) имеют 4 степени свободы: качаются вверх-вниз, вперед-назад, поворачиваются в вертикальной плоскости перемещаются вправо-влево. Без «лишней» степени свободы по сравнению с числом геометрических измерений копируемой фигуры можно было бы обойтись, если бы перемещения копира по всем трем осям были прямолинейны (как в станках с ЧПУ), но это технически сложно и дорого. Те же степени свободы могут быть реализованы в иной кинематической схеме, применяемой в большинстве самодельных дупликарверов (в центре на рис.).

Опытные копировщики работают цилиндрическими щупом и шарошкой. Шаблон при этом обводят самым краешком щупа (кольцевой гранью его нижнего торца); рабочей оказывается и соотв. грань фрезы. Образец и заготовку закрепляют в точно одинаковом положении на совершенно одинаковых подставках. Их в процессе работы приходится класть на бок и переворачивать вверх ногами, каждый раз фиксируя подставки в точно определенном положении относительно друг друга. Таким образом действительно возможно точно скопировать фигуру сложности как слева на рис.
Начинающим копировщикам лучше учиться делу на менее сложных образцах, применяя сферические щуп и шарошку, справа на рис. Щуп нужно точить на заказ. «Микронной» точности не требуется; вместо сферы на конце щупа может висеть капля. Но наконечник щупа нужно дома зашкурить мелкой наждачкой и отполировать войлоком или кожей со спиртом и пастой ГОИ. Диаметр фрезы берется равным поперечнику наконечника щупа, иначе контуры слева и справа (сверху и снизу) не сойдутся. Рукоять щупа также лучше точеная из дерева грушевидная; щупом из отвертки с ребристой пластиковой рукояткой «отдача» материала заготовки чувствуется гораздо хуже.
Основных ошибок в конструкциях самодельных дупликарверов три. Первая – недостаточное уравновешивание механизма. Копир в пределах рабочей зоны должен перемещаться легко и замирать с том положении, в котором его оставили. Вторая – копир на штанге вместо П-образной рамы, поз. А на рис. Жесткость на кручение штанги на порядок(ки) меньше, чем рамы; соотв. растет и погрешность копирования. Третья – «висячая» горизонтальная штанга копира, поз. Б; здесь сказывается уже недостаточная жесткость свободной с одного конца штанги на изгиб.
1 оценок, среднее: 5,00 из 5)
При наличии фрезерного станка реально упрощаются работы по врезке петель, формированию сложных отверстий, выемок, резьбы по дереву и т.д. Но это совсем не означает, что необходимо иметь профессиональное и дорогое оборудование: достаточно иметь простое ручное приспособление.
Единственное, что нужно – это уметь элементарно обращаться с деревом и пользоваться электроинструментами. Кроме этого, нужно иметь желание, иначе без этого никогда не будет результата. Те, у кого желания поработать нет, те просто покупают мебель или нанимают мастеров, чтобы, например, установить новую дверь и врезать замки. Любая работа, тем более с электроинструментом требует определенных знаний, и особенно техники безопасности.

Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
 Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
 Копирование деталей – одна из функций любого электрического фрезеровального станка.
Копирование деталей – одна из функций любого электрического фрезеровального станка.
Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Чтобы понять, как работает данное устройство, следует ознакомиться с основными его деталями и их назначением.
Ручное фрезерное приспособление состоит из металлического корпуса и мотора, который находится в этом же корпусе. Из корпуса выступает вал, на который одеваются различные цанги, служащие переходниками. Они позволяют устанавливать фрезы различной величины. В цангу вставляется непосредственно фреза, которая фиксируется специальным болтом или кнопкой, что предусмотрено на некоторых моделях.
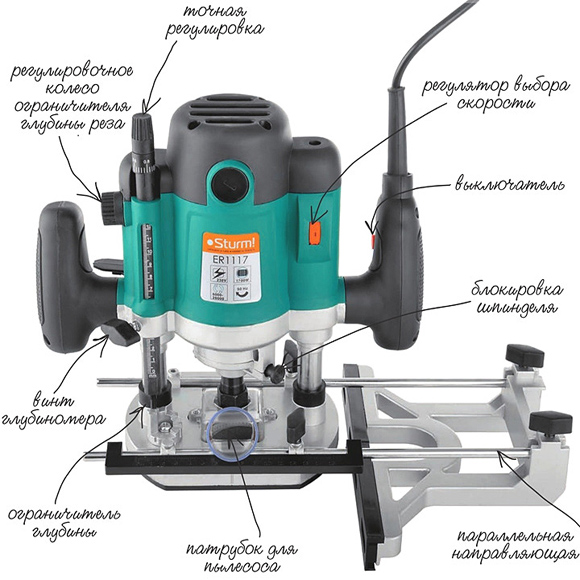 Основные элементы ручного фрезерного устройства и их предназначение.
Основные элементы ручного фрезерного устройства и их предназначение.
В конструкции фрезерного приспособления предусмотрена металлическая платформа, которая имеет жесткое соединение с корпусом. Крепится она к корпусу посредством двух штанг. С внешней стороны плита имеет гладкое покрытие, обеспечивающее плавность движения в процессе работы.
Ручное фрезерное приспособление имеет некоторые характеристики, настройка которых осуществляется:
На начальных этапах, когда происходит освоение инструмента, лучше пробовать работать на малых или средних оборотах. Хотя следует всегда помнить, что чем больше обороты, тем качественнее работа. Особенно, если это касается ответственных, видимых участков, которые невозможно замаскировать.
Кроме этих рычагов имеется еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественное и безопасное выполнение работ. Здесь же имеется еще и параллельный упор, который способствует удобству в работе. Он может быть жестко закрепленным или с возможностью регулировки сдвига рабочей области, по направлению от центра.

Обычно, заводское изделие попадает в руки человека испытанным и смазанным, так что дополнительных, каких-то мероприятий проводить не следует. Лишь в процессе его эксплуатации нужно следить за его чистотой и исправностью. При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
Смазки так же требует подошва – гладкая часть корпуса. Регулярное смазывание обеспечит нужную плавность движения.
Несмотря на это купленную вещь обязательно следует проверить на качество сборки и наличие смазки.
К сожалению, не все производители, а особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда после первых же часов работы у изделия отвинчиваются шурупы или винты, так как они не были затянуты соответствующим образом.
Работа любого инструмента связана с определенными условиями, связанными, в первую очередь, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычная древесина. В зависимости от этого и выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства, в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
 Показатели скоростей обработок при применении различных фрез.
Показатели скоростей обработок при применении различных фрез.
Первое, с чего начинается работа, это установка и закрепление фрезы. При этом, следует придерживаться основного правила – все работы выполняются при вынутой вилке шнура из розетки.
Фреза устанавливается по определенным меткам, а если они отсутствуют, то на глубину не меньше ѕ длины самой фрезы. Как установить фрезу на конкретную модель, можно узнать из инструкции, которая в обязательном порядке должна присутствовать в технических документах на устройство. Дело в том, что каждая модель может иметь свои конструкционные особенности и рассказать об этом в статье не представляется возможным.
 Установка фрезы на устройство перед началом работ.
Установка фрезы на устройство перед началом работ.
Имеются модели как простые, так и более «продвинутые», как говорят. У некоторых моделях имеется кнопка блокировки вращения вала, что облегчает процесс установки фрезы. Некоторые, особенно дорогие модели, оборудованы трещетками. Так что описать конкретно процесс установки фрезы не получится, да и не имеет смысла, так как каждый, кто знаком с работой подобных устройств, разберется в момент.
У каждой модели предусмотрена своя, наибольшая глубина фрезеровки. При этом, не всегда требуется именно максимальная глубина, а определенная глубина, которая выставляется перед работой. Даже в том случае, если требуется максимальная глубина, то, чтобы не перегружать устройство, процесс фрезеровки разбивают на несколько этапов, ступенями изменяя глубину фрезеровки. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры различной длины. Количество таких ножек может быть от трех до семи, причем это не означает, что чем их больше, тем лучше. Лучше, если имеется возможность подстройки каждой из ножек, даже если их число минимальное. Чтобы закрепить этот упор в оптимальном положении, следует воспользоваться фиксатором, в виде флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:

 Таким образом, заготовка выфрезеруется на заданную глубину.
Таким образом, заготовка выфрезеруется на заданную глубину.
На качественных дорогостоящих моделях имеется колесико точной подстройки глубины фрезерования.
 С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
Это колесико (на фото выше зеленого цвета) позволяет корректировать глубину в не значительных пределах.

Фреза – это режущий инструмент, который может иметь замысловатую по форме режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Такую же форму имеет и хвостовик фрезы, который зажимается в цанге. Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Фрезы изготавливаются только из качественных металлов и их сплавов. Если требуется обработать мягкие породы древесины, то сгодятся фрезы HSS, а если требуется обработать твердое дерево, то лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, которые обеспечивают ей качественную и долгую работу. Основной показатель – это максимальная скорость ее вращения, которую никогда не стоит завышать, иначе ее поломка неизбежна. Если фреза затупилась, то самостоятельно не следует пытаться ее заточить. Заточка фрез осуществляется на специальном, дорогостоящем оборудовании. Ведь нужно не только заточить фрезу, но и сохранить ее форму, что не менее, важно. Поэтому, если фреза, по каким-то причинам затупилась, то дешевле будет купить новую.
Имеются фрезы, которые используются в работе чаще других. Например:

 Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Различают фрезы простые, монолитные, сделанные из цельного фрагмента металла, а есть наборные. Наборные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая режущие плоскости и устанавливая их на хвостовик, применяя шайбы различной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
 Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
На самом деле фрез очень много и это лишь небольшая доля того, что выпускается. Все фрезы отличаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т.д. Что касается ручного фрезеровального оборудования, то достаточно иметь набор из пяти самых ходовых фрез. Если необходимо, то их в любое время можно докупить.
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
 На фото представлена модель, где подключается пылесос для отвода стружки.
На фото представлена модель, где подключается пылесос для отвода стружки.
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:

Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности. И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины. Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Обработку кромки деревянной доски лучше осуществлять на рейсмусе. Если такой возможности нет, то можно воспользоваться и ручным фрезером, хотя это займет некоторое время. Эти работы проводятся как без шаблона, так и с шаблоном. Если навыки отсутствуют или их совсем мало, то лучше воспользоваться шаблоном. Для обработки кромок применяются прямые кромочные фрезы, как с одним подшипником в конце режущей части, так и с подшипником в начале (см. фото).
 Фрезы для обработки кромок.
Фрезы для обработки кромок.
За шаблон можно взять уже обработанную доску или другой, ровный предмет. Причем длина шаблона должна быть больше длины обрабатываемой детали, как вначале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей вначале кромки и в ее конце. Здесь самое главное, чтобы шаблон или предмет, выполняющий роль шаблона имел гладкую и ровную поверхность. К тому же его толщина не должна быть большей зазора, находящегося между подшипником и режущей частью.
При этом, чем длиннее режущая часть, тем труднее работать с инструментом, поскольку требуется больше усилий. В связи с этим, лучше начинать работы фрезами, у которых средняя длина режущей части. Принцип работы при обработке кромки следующий:
После первого прохода следует остановиться и оценить качество работы. Если необходимо, то можно осуществить еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то струбцины снимают, освобождая обрабатываемую деталь.
С помощью такого подхода удается снять четверть по кромке или в какой-то из ее частей. Это делается за счет установки режущей кромки так, чтобы она уходила на необходимую глубину в деталь.
 Четверть, снятая на мебельном фасаде.
Четверть, снятая на мебельном фасаде.
Если заменить фрезу на фигурную и сместить направляющую, а также воспользоваться упором, реально нанести на деталь продольный рисунок (на фото ниже).
 Нанесение на заготовку продольного фигурного рисунка.
Нанесение на заготовку продольного фигурного рисунка.
Если применять подобную технику фрезерования (с шаблоном), то можно легко освоить технику работы с деревом вообще. По истечении некоторого времени можно отказаться от шаблонов, так как их установка отнимает много полезного времени.
 Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Довольно часто толщина обрабатываемой детали больше длины режущей части фрезы. В данном случае поступают следующим образом:
 Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Для того, чтобы освоить работу ручного фрезерного инструмента, потребуется много черновых заготовок, которых не жалко потом выбросить. Ни у кого, с первого раза, ничего не получалось. Чтобы что-то вышло, необходимо упорно тренироваться.
Если требуется фигурная кромка, что скорее всего нужно, то сначала обращают внимание на состояние этой кромки. Если она неровная, то ее придется выровнять и лишь потом приступать к формированию фигурной кромки, подобрав соответствующую фрезу.
 Округлая кромка.
Округлая кромка.
Подготавливать поверхность нужно для того, чтобы фреза не скопировала кривизну, по которой будет перемещаться ролик. В данном случае, нужна последовательность действий, иначе позитивного результата не получится.
Если требуется обработать откровенно криволинейную поверхность, то без шаблона здесь никак не обойтись. Его можно вырезать из фанеры, толщиной около 10-ти мм, нанеся предварительно рисунок и выпилив шаблон электролобзиком. Край шаблона необходимо довести до идеального состояния ручным фрезером.











